
Erkundung der Schleiftechnologie für Hartmetallwerkzeuge
Erkundung der Schleiftechnologie vonHartmetall-Matrizen
Die Verarbeitung von zementierten Hartmetall-Matrizenkann durch Techniken wie Schleifen und elektrische Korrosion erreicht werden. Ein detailliertes Verständnis der Schleiftechnologie kann Werkstücke besser herstellen und Defekte im Verarbeitungsprozess reduzieren. Lassen Sie uns als Nächstes die Verarbeitungs- und Schleiftechnologie von Hartmetallformen untersuchen und ihr Geheimnis lüften.
(1) Auswahl der Schleifscheibe: Schleifscheiben werden benötigt zum Schleifen vonHartmetallformen. Beim Grobschleifen kommt es vor allem auf die Verarbeitungseffizienz an. Die Partikelgröße der Diamantschleifscheibe kann zwischen 140# und 170# gewählt werden; beim Feinschleifen sollte die Verarbeitung von Legierungsformen berücksichtigt werden. Für Maßtoleranz und Formtoleranz kann die Partikelgröße der Diamantschleifscheibe zwischen 170# und 200# gewählt werden; beim Polieren kommt es vor allem auf die Oberflächenrauheit an, die Partikelgröße der Diamantschleifscheibe kann zwischen 270# und 325# gewählt werden und die Oberflächenanforderungen können zwischen W32 und W40 gewählt werden. Körnige Diamantschleifscheibe, selbstgemachte Polierpaste
(2) Schleifen: Beim Schleifen von zementiertemHartmetallformenWählen Sie eine Diamantscheibe geeigneter Größe. Wenn keine geeignete Größe vorhanden ist, können Sie eine nicht standardmäßige Schleifscheibe herstellen. Entsprechend den Klemmanforderungen des Schleifers wird eine geeignete feste Welle der Schleifscheibe verarbeitet, und dann werden Phosphorsäure und Kupferoxid gleichmäßig gemischt und als Bindemittel verwendet, das gleichmäßig auf die Verbindungsfläche des Substrats und der Schleifscheibe aufgetragen wird. Nachdem die Bindung abgeschlossen ist, lassen Sie sie eine Zeit lang ruhig stehen. Erhitzen Sie nach dem Erstarren die Verbindungsfläche langsam mit Feuer, um die Bindung gleichmäßig und fest zu machen. Lassen Sie es natürlich abkühlen und lassen Sie es vor dem Gebrauch 24 Stunden stehen.
(3) Auswahl der Schneidflüssigkeit: Die Schneidflüssigkeit zum Schleifen von Hartmetallformen kann eine handelsübliche Spezialemulsion oder eine Natriumnitritlösung sein. Verwenden Sie eine Natriumnitritlösung, lösen Sie handelsübliches Natriumnitrit in Leitungswasser auf und mischen Sie es mit der Natriumnitritlösung. Der Nachteil der Verwendung einer Natriumnitritlösung besteht darin, dass leicht Spuren von Alkaliweiß auf der Oberfläche von Werkstücken aus Wolframstahlformen zurückbleiben. Die Entfernungsmethode ist das Schleifen. Reinigen und trocknen Sie die Oberfläche des Werkstücks rechtzeitig nach der Fertigstellung. Der Nachteil der Verwendung einer Spezialemulsion besteht darin, dass während des Schleifvorgangs viel Schaum entsteht und der Schleifvorgang schwer zu beobachten ist. Beide Methoden haben ihre Vor- und Nachteile.

 Hartmetallwalze Hartmetallwalzenringe/Hartmetallwalze/Wolfram
Hartmetallwalze Hartmetallwalzenringe/Hartmetallwalze/WolframEin Wolframkarbid-Rollring ist eine Art
 Anpassbarer Wolfram-Jig-Angelköder
Anpassbarer Wolfram-Jig-Angelköder97 % Wolfram mit hoher DichteSchnelle Pr
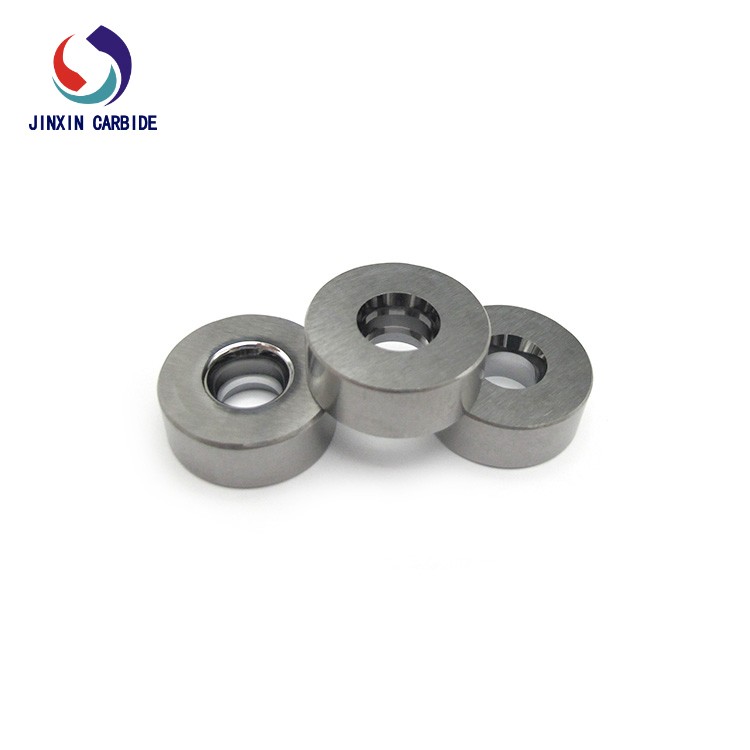
 Wolframkarbid-Formmatrize
Wolframkarbid-FormmatrizeKaltfließmatrizen aus Hartmetall: Präz
 JX174 Abnehmbare Einschraub-Reifen-Spikes Rad Schneekarbid-Spikes
JX174 Abnehmbare Einschraub-Reifen-Spikes Rad Schneekarbid-SpikesJinxin-Stollen werden in Nordeuropa, Nor
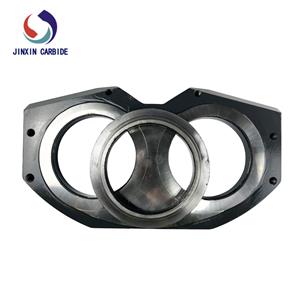 Verschleißplatte und -ring für Betonpumpe
Verschleißplatte und -ring für Betonpumpe1. Artikel: Verschleißplatte und Schnei
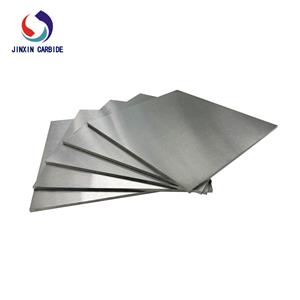 Wolframlegierungsplatte, Wolframplatte, Wolframblech
Wolframlegierungsplatte, Wolframplatte, WolframblechAnwendung:* Astronavigation, Raketen, Lu
| WeChat/Telefon : | +86 15573301853 |
|---|---|
| faxen : | +86-731-22332243 |
| Email : | jinxin012@ojinxin.com |